


һ������
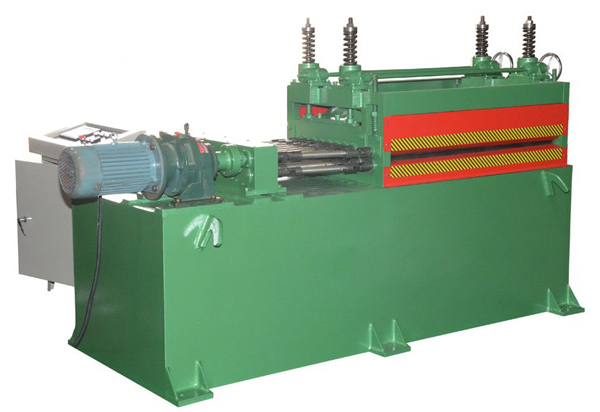
��������Ϊ��ͨ�ְ���̬Уƽר���豸�����ö������ԭ��ʹ����������Уƽ��֮�䷴�����Σ�����Ӧ�����ﵽУƽ��Ŀ�ġ����ڰ��0.5��2.0mm,���1300mm���ھ��ġ�������Уƽ���г����賤�ȵİ�ġ�
�����������ɿ�����Уƽ�����е�װ�����,�����п�������ǣ����ƫװ�á�Уƽ����������Լ��������������һ�������걸�ľ��������������ߡ���Ҫ������ұ�𡢳�����������Ʒ���繤�������������ġ�������е�Ȱ����Ʒ��ҵ��ԭ���������Լ��������ϲִ�����ķ�������ͨ��ҵ��������س��ͻ�����������Χ�������졣
�����������������
1����Уƽ���:0.5��2mm
2����Уƽ���:500mm��1300mm
3�������ھ�:480��520�L(�ھ���˹��ʱ������610�ߴ���)
4�������⾶:��1500m
5���������ٶ�:0��30m/min����������2mʱ�������4-8��/min��
6����������:��10000kg
7����������:�ܡ�1.0mm/2000mm��Уƽ��ͨ����̼�ְ�ʱ�����ϱ���ı�����Ĥ�����ܻ�ʹ��ָ�꽵�ͣ�
8���Խ�������1.0mm/2000mm
9��Уƽƽ���ȣ��ܡ�1.5mm /�O�������а����졢���ޱ��ε�ԭʼȱ��ʱ����ָ����ܻ��������ͣ�
10�����ò��ϣ� ��s��245Mpa ����п�塢�����塢����֣�
11�����Ϸ��� ����
�����������豸����
���������Ǽ���е��Һѹ�����ؼ�����һ��ľ���Ԥ�����豸���������¼����֣�1�������� 2������֧�� 3�����ϻ��� 4. ��ƫ���� 5��ǣ��Уƽ�� 6���������� 7������� 8���������� 9��Һѹϵͳ 10������ϵͳ
�ġ��������豸��Ҫ�ṹ������
1��������ΪҺѹ����ʽ���ϣ������Ϸ������������ϻ������ɵ����������˳������ת�����������ϣ�2�����������������ϻؾ���Һѹ������Ш��ʽб��ṹ�ǽ��飬ʹоͲƽ�������ھ����ڲࣻоͲ�ſ�����⾶520mm��оͲ������С�⾶480mm���ɿ���������⾶1500mm������غ�����10000kg��
2������֧�������ڳ���оͲ��ˣ��Ӷ��������оͲ�ij��������ȶ��ԡ�
3�����ϻ�������ͷ������������ʽ���ܡ�Һѹ��ͷ��Һѹѹͷ����������������ɣ���Ͽ���������������ͳ���
4����ƫ����������Уƽ��ǰ����ƫ�����ɹ�����������˿��,��ʽ������ֵ���ɡ����ർ����̶ּܹ��ڸ��Ի����ϣ�ͨ������ת��˿����ĸ��ʹ�����ڵ������ذ�������ƶ�������Ӧ��ͬ���������淶���Ͻ���Уƽ�����л�ǰ������λ��,ʹ������Уƽʱ�ٷ���ƫ�ƣ���߰�ĵĶԽ��߾��ȡ�
5��������������Уƽ��ΪWG43-2��1300���ʹ�֧�ŵĹ�ʽ����Уƽ�����ɶ���������������ɡ�
����������Уƽ�����������ٻ������������������������ɣ������ѡ�ý���������䱸�������������ɴ�Χ����Уƽ�ٶȡ���������С�ڶ��������Ť����ڶŤ�࣬�ر��ʺ������߸���״̬�����������������ṩУƽ������
�������ֲ�������ʽ����ṹ���ɺ���ʽ��������������ʽ���ܡ�11��Уƽ���ᣨ��5��6��һ��ǣ�����������¹������������ϸ˴����Ϲ�����ѹ��װ�õ���ɣ�Уƽ��ֱ��90mm��
�Ϲ�ѹ�²����ֶ�ͨ�������ϸ˴��������ֱ����������������Ϊ���ι���ṹ���û��ɸ�����Ҫ��ͨ�������ϡ���Уƽ���Ľ������ڼ�϶�����Уƽ���ȡ��Ϲ�ѹ�µ������ñ����ʾ��
Уƽ������Ϊ42CrMo��Уƽ���������ʣ���Ƶ��𣫱���Ƹ���ĥ��Уƽ������Ӳ��HRC55��58��Ϊ��֤���������������ܶ������˲���˫�Ź�������뵥��������������������������ת����С���������ͨ�������������ٻ����������������ϡ����Ź������������ֱ������ϡ��¹�������ת������Уƽʱ��������ĥ���٣�УƽЧ���á�
��Уƽ���Ľ��ڴ�����һ��ǣ�������������������ݡ�
6����������������������ת�������ϵͳ�ṩ�����������������źš�ϵͳ����ݽ��յ��������ź�����ͨ������������Уƽ����������ȷ��λ��
7�������QR11D-3��1300ʽУƽ��ר�ü������
8���������ͻ�Ϊ����Ƥ�����ͻ�������Уƽ���к�İ�ĴӼ���������Ƴ�����������װ��,����2500mm��
9��Һѹϵͳ��Һѹ�÷�վ,Һѹ����������·����ɣ������ṩ������Һѹִ��Ԫ����Һѹ������
10������ϵͳ
�������߲���380V��50HZ������Դ�������¶ȣ�-5��40�棬���ʪ��80%����¶����
����ϵͳ�����ⳤ�����Ϳ���ϵͳ������ɲ��֡��ɲⳤ�����Ű����ƶ�������������ת���������������ƶ���ת���������źŴ���������ϵͳ������ϵͳ����ݽ��ܵ�������������Уƽ������������ж�����˳�����������Կ�������������Աֻ������Уƽ�ٶȡ����г��ȡ��Ƽ���������Ҫ���ݺ�Уƽ�����������Լ�ȷ��λ��������ļ��ж�������ϵͳ�Զ�����,ʹ����������ɷ��㡣
�塢���������Ӧ��
1������������ ����
2�����������˻��Ի����棩 ����̩ͨ
3��PLC �ɱ��������� ŷķ��
4����� �߷���
5����Ҫ�ܷ�Ԫ�� �ձ�����������
6����ҪҺѹ���� �Ϻ�
7������� ɽ����Ԫ
8����Ҫ����Ԫ�� ������
9�����ٻ� ̩��
����������ִ�б���淶
��1����JB/T3164---2007 ����ʽ���Уƽ�� ����������
��2����BG4056��91 ������������������� ����������
��3����JB/T10678--2006 �����Ͽ�����ƽ���������ߡ�
�ߡ�����˵��������ͻ�����֪ͨ��
1���豸�˵��跽���跽�ṩ����豸��һ�㹤�ߣ��ɹ������ָ����װ�����跽��ѵ����Ա����
2�����������ڴӽ���ʹ��֮����һ�꣬�����ṩά����
3����ͬ��ʽ��Ч��25���ṩ�����߰�װ����ͼ����Ϊ����ͻ�ʹ�ò�������������Ϊ���氲װ��ʽ��
4����������ͨ����Ϳ����ɫ��G02����ϩ���Ը�Ϳ�ϣ��跽��Ҫָ�����ᡢ��ɫ�����ڽ���ǰ��ʮ���ṩɫ�ꡣ
5�������߰�װ�����IJ��ϼ�ʩ�����Ի�����ˮ���硢�����͡��Ի����ϡ��������ߵ��£���������ȫ�����������跽����